
- 河北大恒重型机械
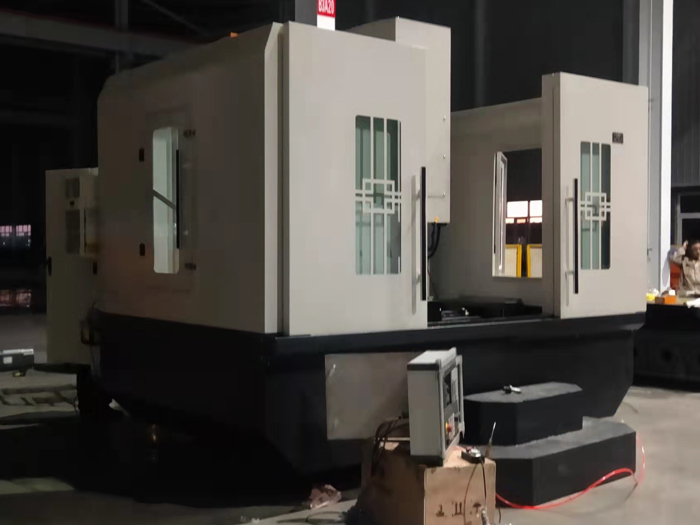
台式搅拌摩擦焊






(1)焊接接头热影响区显微组织变化小.残余应力比较低,焊接工件不易变形;
(2)能一次完成较长焊缝、大截面、不同位置的焊接.接头高:
(3)操作过程方便实现机械化、自动化,设备简单,能耗低,功效高,对作业环境要求低:
(4)无需添加焊丝,焊铝合金时不需焊前除氧化膜,不需要保护气体,成本低;
(5)可焊热裂纹敏感的材料,适合异种材料焊接;
(6)焊接过程安全、没污染、无烟尘、无辐射等。
|
参数项目 |
参数指标 |
|
设备型号 |
FSW- TS1000 |
|
焊接材料 |
铝、铜、钢、钛 |
|
焊接厚度 |
1~16mm铝合金 |
|
设备尺寸(mm) |
3300 × 2700 × 2900 |
|
工作台尺寸(mm) |
1600X700 |
|
焊接行程(mm) X/Y/Z 轴 |
1000/600/300 |
|
B轴 |
±5° |
|
C轴 |
± 360 ° |
|
工作速度(mm/min) X/Y/Z 轴 |
10000 / 10000 / 4000 |
|
主轴大转速 ( rpm) |
3000 |